












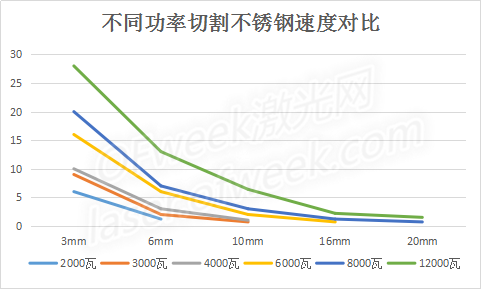
上表为不同功率激光切割机所对应的不锈钢氮气切割的速度对比。可见对不锈钢切割而言,激光器功率越高,切割速度就越快。
光纤激光切割机常用的切割辅助气体有氧气、氮气、空气三种。但由于氮气、氧气成本均高于压缩空气,且氮气、氧气的价格逐年上涨,因此使用空气作为切割辅助气体,能大大降低生产的成本。
氧气主要用于碳钢切割,其原理是氧气与金属发生氧化反应,放出大量的氧化热,同时一定气压会把氧化物和熔渣从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,因此不需要太高的功率,但切尖角容易过烧。
氮气主要用于不锈钢和铝板切割,同时也可切割一定厚度的碳钢板,功率越高,可切割的碳钢板厚度也越大。氮气切割依靠激光的能量把金属熔化,高气压吹走熔融物并保证期间避免发生不合理的化学反应。在不锈钢、铝板切割上可以得到比较光亮的断面效果,尖角效果也更好。
空气本身存在于大气中,利用空压机将其压缩到储气罐,再经过过滤、冷却和干燥装置,去除空气中的水和油,即可使用。空气的切割原理与氮气类似,但由于空气中含有约20%的氧气,因此可在一定程度弥补氧气和氮气的不足。
下面以8kw激光切割机为例,针对不锈钢、碳钢两种材料,对比各辅助气体的切割效果。

从上往下依次为:12mm不锈钢氮气切割断面、12mm不锈钢空气切割断面、12mm不锈钢空气切割经抛光处理后的断面。相比于氮气切割,空气切割的断面较黑,但不挂渣,经过抛光处理后,断面也可达到较为光亮的效果。量,常见的激光切割机切割头由喷嘴、聚焦透镜和聚焦跟踪系统组成。

从速度上看,空气切割不锈钢略快于氮气,但优势并不明显。

图为空气切割8mm碳钢和10mm碳钢的效果。
可见8mm碳钢有轻微挂渣,10mm挂渣较为严重,因此空气切割不建议用于10mm以上的碳钢板切割。同时,由于不同来源的碳钢板质量不同,切割效果会有较大差异,因此空气切割碳钢工艺的稳定性还需要市场进一步验证。
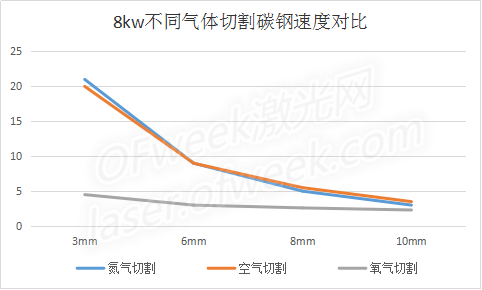
切割速度方面,空气与氮气相比并没有优势,但二者在8mm及以下的厚度上远远领先于氧气。当然,氧气切割碳钢断面的光亮度和底面光洁度,会更优于空气和氮气。
综合考虑,在要求相对宽松的情况下,空气切割具有较大成本优势。但要注意,采用空气切割,必须保证空气经冷干机过滤,空压机、冷干机需定时保养。若进入切割头的空气中含有水和油,会在短时间内造成保护镜片结雾,影响切割质量,此时若未及时更换保护镜,在高功率光束照射下还可能导致切割头内部温度升高,有可能造成内部镜组的损坏。
对于加工量大的工厂而言,搭配高功率切割机,空气切割能为其带来更高的效率和更低的成本,这方面的收益远高于工件二次处理的成本。但对于小型加工厂而言,空气切割就未必能把成本降下来。因此是否采用空气切割,需要根据自家产量来决定。
来源:OFweek激光网

